
Revelis si occupa da sempre di IoT Analytics e di manutenzione predittiva nell’industria 4.0 e non solo, implementando strumenti per il monitoraggio dei processi produttivi e tecniche evolute di analisi dei dati volte alla previsione e prevenzione dei guasti. In questo articolo descriveremo quindi un progetto industriale nel quale tali tecniche hanno trovato applicazione.
Manutenzione predittiva nell’industria 4.0: componenti IoT nella produzione tessile industriale
Il settore tessile è, storicamente, uno dei più importanti in Italia. Si tratta del terzo settore manifatturiero (dopo quelli della meccanica e dell’automobile) che conta stando ai dati di Italian Trade Agency quasi 45.000 aziende attive sul territorio con 393,7 migliaia di addetti.
Il nostro paese si caratterizza non solo per la produzione di capi di abbigliamento, ma vanta anche un’importante produzione di macchinari tecnologicamente avanzati per la tessitura industriale.
Questi telai sono macchine elettromeccaniche che devono garantire elevate prestazioni, in termini di ore di lavoro consecutive e capacità di produzione di svariati kilometri di tessuto e un eventuale guasto sulla linea di produzione potrebbe determinare la perdita dell’intero lotto di produzione, o quantomeno la necessità di procedere a lunghe e difficoltose riparazioni, con un conseguente rallentamento del ciclo produttivo.
In questo contesto si inserisce il caso applicativo sviluppato da Revelis.
Il cliente è un’azienda leader nella produzione di componenti elettronici per telai tessili. Tali componenti sono dei veri e propri sensori IoT che sono installati sui feeder di telai tessili. Un feeder è un alimentatore elettromeccanico in cui scorre il filo dell’ordito.
Si tratta di uno dei componenti più importanti di un telaio, in quanto si occupa di mantenere il filo dell’ordito sempre alla giusta tensione.
Problema e contesto applicativo
I telai sono pensati per lavorare ininterrottamente, come se le bobine che alimentano l’ordito fossero infinite: esiste una sorta di area buffer in cui le bobine che volgono al termine vengono sostituite senza che il telaio venga fermato. Ogni telaio monta diverse decine di feeder e, come si può intuire, se un filo si spezza l’intero telaio si blocca.
Diventa pertanto indispensabile riuscire a prevedere eventi di rottura del filo dell’ordito, detti anche di “Yarn Break”.
Una schematizzazione della comunicazione dati è rappresentata nella figura seguente.

Ogni feeder è dotato di diversi sensori, ognuno dei quali misura una data grandezza con un tempo di campionamento pari ad un minuto, e tali misurazioni sono trasmesse dalla centralina su una coda MQTT.
Le grandezze trasmesse da ogni feeder sono di diverso genere e possono essere schematizzate come nella seguente tabella.
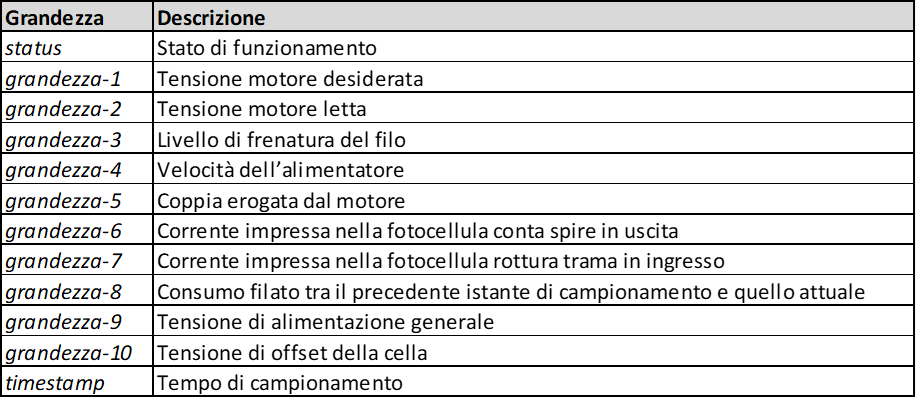
I valori che la grandezza “status” può assumere sono:
- “OK”;
- “Yarn Break”;
- altri valori non utilizzati in questa analisi.
L’analisi di manutenzione predittiva nell’industria 4.0 in questo caso ha dunque lo scopo di prevedere entro quanto tempo la variabile “status” assumerà il valore “Yarn Break”, ossia quanto tempo trascorrerà prima della prossima rottura del filo.
La soluzione di manutenzione predittiva nell’industria 4.0 adottata
Per affrontare il problema appena descritto, i dati provenienti dai sensori sono stati trattati come sequenze temporali multi-dimensionali, ed in particolare è stato adottato un meccanismo detto “sliding-window”. Si tratta di un approccio che consente di raggruppare i dati provenienti dai sensori in “finestre” che “scorrono” nel tempo.
Data una finestra di dati, è possibile analizzare un certo numero di punti oltre la finestra stessa, verificando se vi sarà un evento di rottura del filo.

Questo procedimento, in sostanza, consente di ricondurre il problema di manutenzione predittiva ad un task di classificazione binaria, le cui fasi più rilevanti sono:
- Preparazione dei dati: le elaborazioni più importanti sono state la normalizzazione e il padding. La normalizzazione è importante per rendere i valori standardizzati ed evitare effetti indesiderati, durante la fase di modeling, relativi a grandezze numericamente su scale differenti. Il padding è stato necessario per rendere uniformi le sequenze.
- Creazione del dataset per l’addestramento. I dati acquisiti, organizzati in sliding windows, sono stati suddivisi in due porzioni:
- Training set: ottenuto considerando il 70% (scelto in maniera casuale) dell’intero dataset. Questa è la porzione sulla quale è stata eseguita la fase learning del modello;
- Test set: ottenuto considerando il restante 30% del dataset. Questa è la porzione sulla quale è stato eseguito la validazione del modello.
- Addestramento di una rete neurale per la previsione dell’evento di rottura del filo. A tal proposito è stata utilizzata una RNN (Recurrent Neural Network) costruita utilizzando TensorFlow e Keras. In particolare, l’architettura della rete è costituita da due layer:
- un layer di masking, che ha il compito di istruire la rete a ignorare i valori generati dal padding precedentemente applicato. Questo permette di gestire in modo efficiente sequenze di lunghezza variabile, mantenendo l’attenzione solo sui dati rilevanti;
- un layer GRU, che sta per “Gated Recurrent Unit” (Unità Ricorrente a Porte). Il layer GRU è simile ad una LSTM (Long Short Term Memory), ma presenta una differenza fondamentale nella sua struttura. Mentre LSTM utilizza tre porte (input, output e forget gates) per gestire il flusso delle informazioni, GRU ne utilizza solo due.
- Valutazione delle prestazioni. Trattandosi di un problema di classificazione binaria (guasto tra X minuti SI/NO), per valutare le performance del modello è stata calcolata la cosiddetta “matrice di confusione”.
I risultati ottenuti grazie alla manutenzione predittiva nell’industria 4.0
Il progetto ha richiesto circa due mesi per la comprensione dei dati, la preparazione e la modellazione. Sono state effettuate 20 sessioni di addestramento, a valle delle quali è stata ottenuta un’accuratezza del 70% con una AUC (Area Under the Curve) di circa 0,67.
L’indice AUC è stato ottenuto calcolando l’area sotto la curva ROC (Receiver Operating Characteristic). L’analisi della curva ROC, di cui si riporta il grafico nell’immagine seguente, ed è servito per determinare il miglior valore di cut-off.

Il funzionamento in esercizio
Il modello addestrato durante la fase di learning può essere salvato su file e la sua esecuzione può essere automatizzata in modo da effettuare la previsione all’arrivo di nuovi dati e capire se il filo si sta per rompere o meno.
Dal punto di vista tecnologico, il modello è stato “incapsulato” in un servizio REST containerizzato e installato presso l’infrastruttura cloud del cliente.
Per rendere il processo di predizione del tutto automatico è stata implementata un’applicazione “orchestratore” (con tecnologia Spring Boot). Quest’ultima resta in ascolto sulla coda MQTT, dove arrivano i segnali dei feeder e, per ogni segnale ricevuto, invoca il servizio REST di predizione. Se il modello prevede una rottura l’orchestratore genera un allarme e lo invia, a sua volta, su un opportuno topic della coda MQTT.
Di seguito una schematizzazione del processo di funzionamento del sistema.

I benefici per il cliente
Grazie alle soluzioni di manutenzione predittiva nell’industria 4.0 le organizzazioni possono ottenere molteplici benefici. Il cliente del caso applicativo qui trattato, grazie alla presenza di questo servizio, è in grado di mostrare adeguati allarmi sul display della macchina.
La visualizzazione di questi allarmi fa sì che l’operatore possa intervenire tempestivamente alla sostituzione della bobina di filo (nell’area buffer) ed evitare così il fermo dell’intero telaio. Infine tale funzionalità ha contribuito a rendere il cliente ancora più competitivo sul mercato essendo l’unico ad offrire questo tipo di soluzione.
Autore: Massimiliano Ruffolo
Se anche tu vuoi migliorare l’efficienza della tua azienda grazie alle soluzioni di manutenzione predittiva nell’industria 4.0 contattaci. Un nostro consulente ti risponderà in tempi brevi per proporti una consulenza personalizzata.